當行進變得巨大,沉重和困難時……需要非常大的軸承和套圈/環來承受高負載及其產生的扭矩。典型應用包括風力發電,通用機械,采礦,船舶,軍事航空和建筑設備,以及陸上和海上能源技術。無論是在鹽水環境中,在公海中還是在塵土飛揚的礦區中,齒圈都須能夠承受復雜苛刻條件。至關重要的是,海上風力渦輪機或大型礦山機械中動態加載的組件須可靠地運行,并且幾乎不需要維護。這些組件承受很高的壓力,因此需要提高其動態強度和耐磨性——為此所需的耐磨表面是通過感應淬火產生的。
傳統上,表面滲碳已用于淬火硬化非常大的工件,例如回轉支承,齒圈和軸承座圈。滲碳過程簡單明了,數十年來已廣為人知。但是,越來越多的制造商正在通過感應淬火來增強或替換其滲碳工藝,在這種工藝中,表面材料的冶金結構通過準確控制的快速表面加熱和快速冷卻(淬火)順序進行轉變(硬化)。感應淬火能夠硬化非常大的工件:例如直徑為6米的環鍛件/套圈,工件變形小并且產量更高。

爐子尺寸和較長的處理時間限制了滲碳作為一種工藝選擇。單發感應淬火由于其高功率要求而不切實際。需要一種更好的淬火硬化方法來有效而可靠地硬化非常大的高價值套圈/環和軸承。為了滿足這種需求,已經開發了一種掃描淬火硬化特別大的環而且沒有剩余軟區的方法。該過程與常規的掃描硬化主要在掃描的開始和結束位置不同,在傳統的掃描淬火硬化中,采取了一些步驟以避免不必要的回火和硬化區微結構的變化。

|

|
表面硬化通常用于制造具有高拉伸性能和抗疲勞強度的部件,以抵抗表面開裂和磨損。此外,特大型套圈和軸承的表面淬火硬化厚度(SHD)須按照各種國際規范進行控制。雖然可以通過切割樣本來評估表面硬化層厚度SHD,但是這種方法耗時、成本高,而且不適合集成到生產線中。考慮到這些因素,人們需要一種快速、無損的方法來檢測大型淬火件,并在處理不同零件和/或改變工藝參數時,能夠快速優化感應淬火工藝。為此開發的方法包括渦流檢測、磁性方法和超聲波。電磁方法利用與物理值相關的材料特性,如導電性和滲透性。然而,不同的部分細節干擾相關,這需要一套校準樣品。此外,電磁方法滲透深度有限。通過對比,德國Fraunhofer無損檢測技術研究院的超聲背散射技術可以直接測定兩種具有不同微觀結構(包括晶粒尺寸)的材料之間的界面。這種測量方法簡單,不需要任何類型的相關性,也不需要校準樣本。
測得的A掃描通過接口探測系統的聲脈沖反射到零件表面來提供有關零件表面淬火厚度位置的信息。表面峰的寬度是由光束的傳播和楔板和零件表面的粗糙度決定的。在20MHz的高頻率下,細小的針狀馬氏體對聲波幾乎不存在散射,但是粗晶粒度的核心材料會發生大量散射。探頭系統的楔形塊是由低衰減的特種材料制成,在高超聲頻率下不會衰減。入射角大于臨界角,但過界時反散射信號陡增,入射角低到合理的程度。背散射強度按指數衰減規律呈指數衰減。
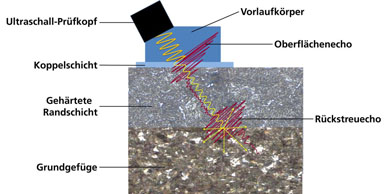 德國Fraunhofer超聲波背散射無損測試技術信號傳播簡示圖 德國Fraunhofer超聲波背散射無損測試技術信號傳播簡示圖
|

|
信號質量是可靠的各種淬火層厚度SHD評價的關鍵。根據所需要的信號形狀,操作者知道是否存在錯誤或耦合不良。其他關鍵參數包括聲速和楔角來確定SHD計算。上海量博可提供德國Fraunhofer手動、半自動和自動化多通道系統。手動裝置由一個由軟件包控制的四通道超聲波探測系統組成,用于程序設置、信號處理、報告和質量保證(QA)要求。這些組件被組裝成工業化系統,設計用于惡劣的工業環境。例如,上海量博實業總代理的德國Fraunhofer硬化層厚度無損探測系統可以測試復雜形狀的組件。探頭系統的楔板適合于所需測試位置的幾何形狀。

感應淬火已在高價值大型環形軸承的制造中得以證明。風能的成功一定程度上歸功于表面硬化的回轉支承/軸承座圈和齒輪。建筑和采礦設備很快就會磨損,如果沒有感應淬火的好處,軍事和航空航天事業將帶來無法接受的風險。大型套圈和軸承座圈的替代淬火硬化方法面臨變形,軟點,晶粒長大,爐膛尺寸,能源效率,排放量以及異常長的加工時間的困擾。感應掃描淬火中沒有剩余的軟區,彌合了傳統淬火方法與對具有高額定載荷,低噪音和更長使用壽命的超大型軸承的日益增長的需求之間的差距。而德國Fraunhofer研發的超聲波背散射無損測試表面感應淬火層厚度技術,快速及時地保障了每個特大型環件/套圈和軸承具有準確可靠的硬化層厚度。
上海市浦東外高橋保稅區美約路81號5號樓311
amy@labgages.com
021-50473900



 聯系我們
聯系我們 English
English 簡體中文
簡體中文